钛合金结构的激光焊接现状 |
[ 作者:钛业资讯 | 发布时间:2021-11-25 | 浏览:363次 |
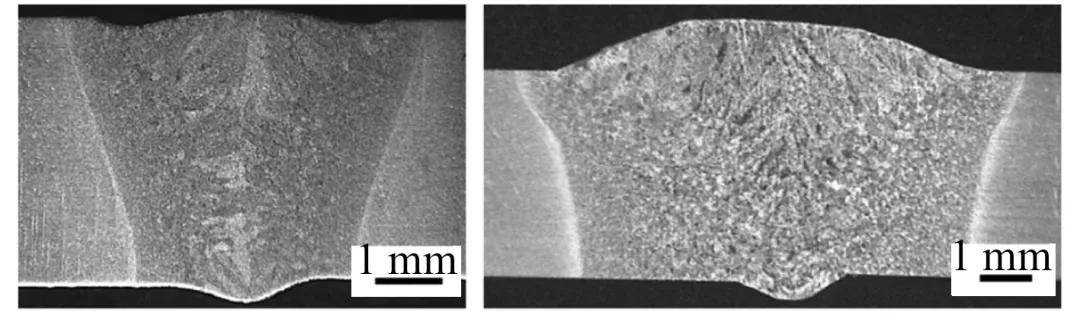
钛合金的特点及应用 钛合金作为一种优异的海洋金属,最突出的特点是耐蚀性强、密度低、比强度高、易加工、抗冲击性能好等优异的性能。基于钛合金的优异性能,舰船上大量采用钛合金,主要有汽轮机主轴、泵、阀门、 热交换器和其他附件。同时,钛合金由于无磁性, 在很强的磁场中也不会被磁化,利用此特性建造的钛合金舰船特别是核潜艇不容易被对方磁探仪发现。钛合金是保障舰船装备性能和技战术水平的重要支撑材料,舰船装备钛合金是海洋强国战略的必然选择, 世界各国先后研究开发了专用的钛合金系列。虽然钛合金有诸多好处,但依旧会出现一些焊接问题如接头裂纹、气孔以及高温下极易与氧、氮、氢发生反应, 这值得深入研究。 钛合金激光焊接研究现状 激光焊接技术愈发成熟,被广泛地运用于钛合金焊接制造中。Ruifeng Li 等利用激光焊和激光- MIG 复合焊对 Ti-Al-Zr-Fe 钛合金对比性试验,系统分析了两者焊接方法的差异对焊接接头焊缝外观、界面微观结构和力学性能的影响,有助于更好地理解激光焊和激光 MIG 复合焊对 Ti-Al-Zr-Fe 钛合金接头性能的影响。研究发现在较优的工艺参数下,焊接接头都没有如氧化,裂纹,孔隙等缺陷,且激光 MIG 复合焊可以通过填丝祸增加热输入来改善焊缝的形成,图 6 为激光焊与激光-MIG 复合焊接头横截面轮廓。此外,通过弯曲试验表明,激光-MIG 复合焊的焊接接头的弯曲角度更高,且有着更好的强度和延展性。
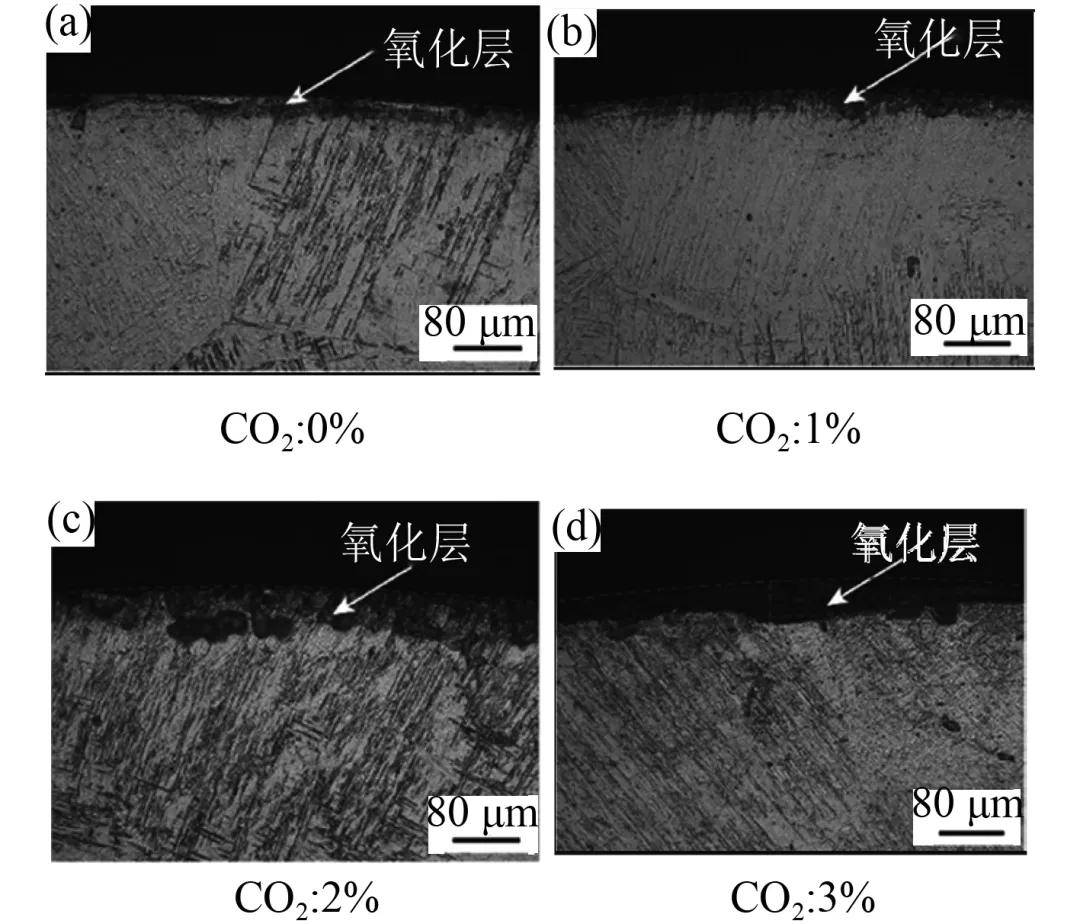
图 6 激光焊与激光-MIG 复合焊接头横截面轮廓 Jipeng Shi研究了不同 CO2 含量的保护气对钛合金 TA15 激光-TIG 复合焊对钛合金焊缝外观的成形影响,同时揭示了 CO2 对熔池表面氧化的影响,如图 7 所示。试验结果表明,存在少量 CO2 的氩气保护气体可以显著改善焊缝形成,CO2 浓度从 0% 提高到 3%, 能抑制咬边缺陷,焊趾处过渡平稳。CO2 含量的增加能使焊缝表明氧化层厚度增加,氧化层的存在可以保护熔池不受保护气体和等离子弧的影响,使焊缝中的氧含量保持稳定,同时可以防止熔池自由移动,改变熔池的形成。王敏等对钛合金 T 形接头进行了 TIG 焊和激光-电弧复合焊的对比性研究。结果显示,激光电弧复合焊的焊缝微观组织、焊缝成形以及生产效率是优于 TIG 焊的。此外,激光电弧复合焊的热影响区晶粒长大倾向较小,疲劳性能优良,接头强度高。江南造船厂的查其友以板厚为 4 mm 的 Ti70 和 16 mm 的 TA5 两种钛合金为焊接对象,对等离子弧焊(PAW)、 激光焊(LW)及激光-MIG(LW-MIG)复合焊 3 种高能量密度高效率的钛合金焊接方法进行了初步的工艺探索。试验结果表明,激光焊接和激光-MIG 复合焊接的接头质量较好。由于其自动化程度及焊接效率较高,在船舶制造领域有大规模应用的前景。此外,尝试了利用高功率激光焊接的深熔效,成功地对 4 mm Ti70 板+16 mm TA5 板的钉形结构进行了焊接,这为今 后的船舶设计扩大了设计范围。
图 7 不同 CO2 含量下的保护气对接头表面氧化层的影响
|